- Nur ferromagnetische Werkstoffe können durch Magnetismus aufgespannt werden. Die meisten Stahlsorten sind ferromagnetisch und weisen gute magnetische Eigenschaften auf. Holz, Glas, Aluminium und Messing sind nicht magnetisch.
- Das Werkstück ist ein Teil des Magnetkreises, des Kreises zwischen dem Nord- und Südpol des Magnetes. Das Werkstück muss den Kreis möglichst gut schließen.
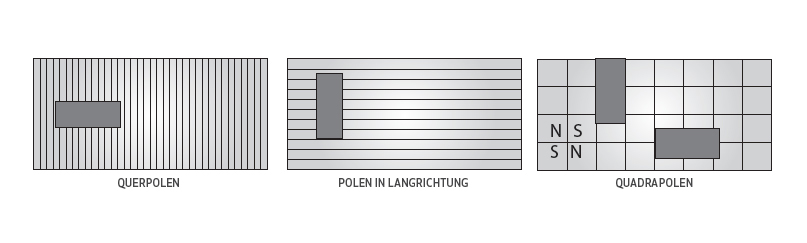
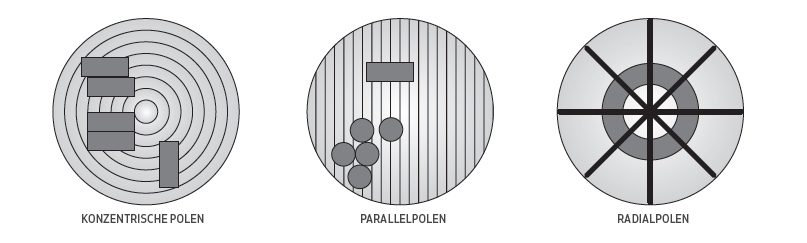
- Die Magnetspannplatten weisen verschiedene Arten der Polorientierung auf, Abbildungen mit der richtigen Werkstücklage siehe unten.
QUADRATSPANNPLATTEN
Anordnung der Werkstücke auf den Quadratspannplatten
RINGSSPANNPLATTEN
Anordnung der Werkstücke auf den Ringsspannplatten
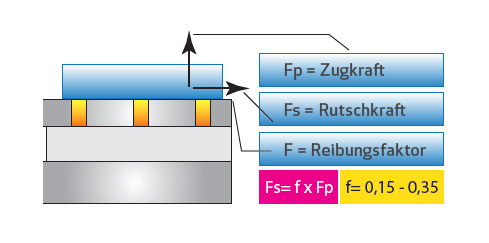
HALTEKRAFT
Fp ist die Haltekraft der Magnetspannplatten. Diese Kraft ist oft als die nominale Kraft der Aufspannung oder die Spannkraft in dan/cm2 oder kgf/cm2 spezifiziert.
Die nominale Haltekraft beruht auf dem Standardtestverfahren:
- Werkstückgröße 50 × 50 × 20 mm
- Weicher, niedrig gekohlter Stahl, z.B. S235JR
- Untere Kontaktoberfläche
- Umgebungstemperatur 20–25 °C
JIS standard: Die Kontaktfläche des Prüfstücks beträgt 1 cm2. Dies hat sehr hohe Kräfte auf cm2 zu Folge.
HALTEKRAFT BEEINFLUSSENDE FAKTOREN
1. Kontaktbereich und Zustand der Oberfläche – Luftspalt
Je dichter der Kontakt zwischen Werkstück und Spannfläche, desto höhere Kraft. Schwacher Kontakt, Rauheit, Unebenheiten, Abschürfungen, Verunreinigungen u. a. bilden einen Luftspalt, der den Wirkungsgrad des magnetischen Feldes reduziert.
2. Werkstückdicke
Nur wenn das Werkstück in der Lage ist, sämtlichen verfügbaren Magnetfluss aus Magnetpol zu führen, wird die maximale Haltekraft erreicht. Wenn die Werkstückdicke weniger als 50 % von der Polbreite beträgt, wird die Haltekraft niedriger sein.
3. Zusammensetzung und Zustand des Werkstoffes
Ein weicher niedrig gekohlter Stahl wie S235JR weist sehr gute magnetische Eigenschaften auf und es handelt sich aus der Sicht des Magnetismus um ein ideales Material. Legierungen und Wärmebehandlung reduzieren die magnetischen Eigenschaften sowie die maximal mögliche Haltekraft. Siehe Tabelle.
4. Temperatur
Die nominale Haltekraft wird bei einer Raumtemperatur von 20 °C bis 25 °C gemessen. Höhere Temperaturen, wie 60, 80 °C oder mehr beeinflussen die Haltekraft infolge der Erhöhung des Widerstandes im Magnetkreis. Bei den permanenten Magnetspannplatten beträgt die Reduzierung der Haltekraft etwa 3 % bei jeder Temperaturzunahme um einen °C.
| Bezeichnung nach DIN |
Bezeichnung nach DIN |
Max. Gehalt der unmag. Legierung |
Wärmebehandlung |
Magnet. Kraft |
| Reineisen |
- |
0,00% |
Mäßig |
105% |
| Konstruktionsstahl |
| St37-2 |
1,0037 |
- |
Mäßig |
100% |
| St52-3 N |
1,0570 |
- |
Mäßig |
98% |
| St50-2 |
1,0050 |
- |
Mäßig |
79% |
| Gehärteter Stahl |
| C10 |
1,0301 |
1,22% |
Mäßig |
98% |
| |
|
|
Gehärteter Stahl |
50% |
| C15 |
1,0501 |
1,27% |
Mäßig |
98% |
| |
|
|
Gehärteter Stahl |
50% |
| 17CrNiMo6 |
1,87 |
5,43% |
Mäßig |
76% |
| |
|
|
Gehärteter Stahl |
40% |
| 16MnCr5 |
1,31 |
3,06% |
Mäßig |
87% |
| |
|
|
Gehärteter Stahl |
45% |
| |
|
|
Mäßig |
86% |
| |
|
|
Gehärteter Stahl |
44% |
| Nitridierter Stahl |
| 34CrAl6 |
1,04 |
4,29% |
nicht behandelt |
81% |
| |
|
|
nitridiert |
53% |
| 31CrMoV9 |
1,19 |
4,65% |
nicht behandelt |
80% |
| |
|
|
nitridiert |
51% |
| 34CrAlNi7 |
1,50 |
5,93% |
nicht behandelt |
74% |
| |
|
|
nitridiert |
48% |
| 39CrMoV13-9 |
1,23 |
6.44% |
nicht behandelt |
71% |
| |
|
|
nitridiert |
46% |
| Automatenstahl |
| 15S10 |
1,0710 |
1,77% |
nicht behandelt |
95% |
| 9SMn28 |
1,0715 |
1,92% |
nicht behandelt |
94% |
| 45S20 |
1,0727 |
2,21% |
nicht behandelt |
93% |
| 60Pb20 |
1,0758 |
2,71% |
nicht behandelt |
89% |
| Veredelter Stahl |
| C22 |
1,0402 |
2,96% |
Mäßig |
88% |
| |
|
|
angelassen |
51% |
| C45 |
1,0503 |
3,20% |
Mäßig |
85% |
| |
|
|
angelassen |
50% |
| Ck45 |
1,1191 |
3,50% |
Mäßig |
85% |
| |
|
|
angelassen |
50% |
| C60 |
1,0601 |
3,57% |
Mäßig |
85% |
| |
|
|
angelassen |
49% |
| Ck60 |
1,1221 |
3,65% |
Mäßig |
84% |
| |
|
|
angelassen |
49% |
| 43CrMo4 |
1,63 |
3,62% |
Mäßig |
84% |
| |
|
|
angelassen |
49% |
| 36CrNiMo4 |
1,11 |
4,37% |
Mäßig |
81% |
| |
|
|
angelassen |
47% |
| Wälzlagerstahl |
| 100Cr6 |
1,01 |
3,11% |
Mäßig |
87% |
| |
|
|
Gehärteter Stahl |
45% |
| 100CrMn6 |
1,20 |
5,26% |
Mäßig |
77% |
| |
|
|
Gehärteter Stahl |
40% |
| C102CrMo17 |
1,43 |
22,72% |
Mäßig |
27% |
| |
|
|
Gehärteter Stahl |
14% |
| X8WMoCrV6-5-4 |
1,53 |
11,40% |
Mäßig |
46% |
| |
|
|
Gehärteter Stahl |
25% |
| Federstahl |
| Ck67 |
1,1231 |
2,04% |
Mäßig |
93% |
| |
|
|
Gehärteter Stahl |
48% |
| 60SiMn5 |
1,42 |
3,15% |
Mäßig |
87% |
| |
|
|
Gehärteter Stahl |
45% |
| 51MnV7 |
1,25 |
2,87% |
Mäßig |
88% |
| |
|
|
Gehärteter Stahl |
46% |
| Stahl für durchstoßen |
| Cp15 |
1,1132 |
1,10% |
Mäßig |
99% |
| 41Cr4 |
1,35 |
3,55% |
Mäßig |
85% |
OPTIMIERUNG DER HALTEKRAFT
- Reduzierung vom Luftspalt: Beseitigung des Grates, der Erhebungen, der Korrosion und des Wassersteins. Im Notfall Reinigung des Werkstücks. Falls das Werkstück schwenkt, Magneteinlagen verwenden.
- Falls das Werkstück kleine Abmessungen hat, erweitern Sie oder komplettieren Sie den Magnetkreis durch die Erstellung von Gruppen kleiner Teile, wodurch der Magnetfluss an größerer Fläche stützen kann.
- Falls es bei der Bearbeitung großer Teile zum Umkippen oder Ausklappen kommen könnte, verwenden Sie Verlängerungen.
- Benutzen Sie Anschlagleisten zur Sicherung des Werkstückes gegen Verschiebung.
- Bei Komponenten mit unregelmäßiger Form verwenden Sie Polverlängerungen.
